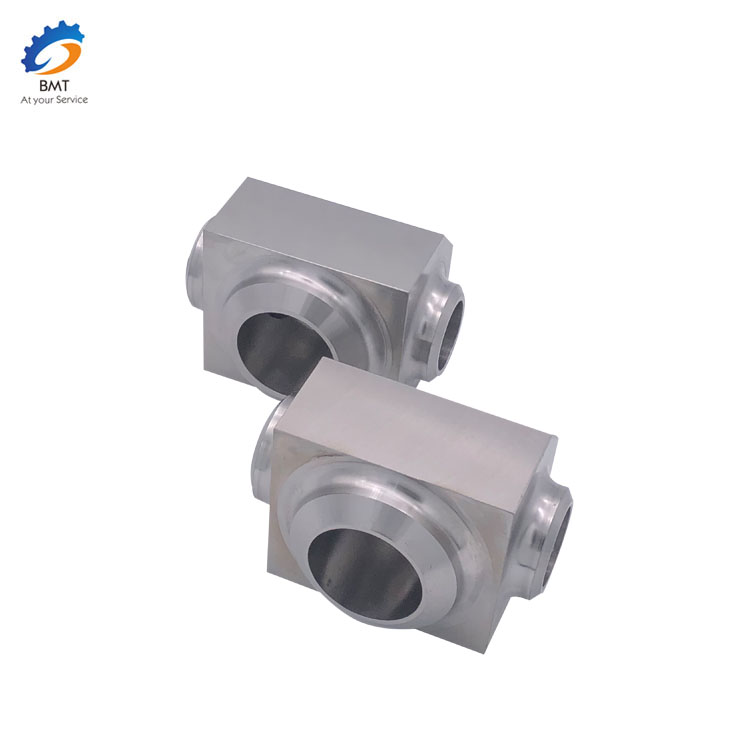
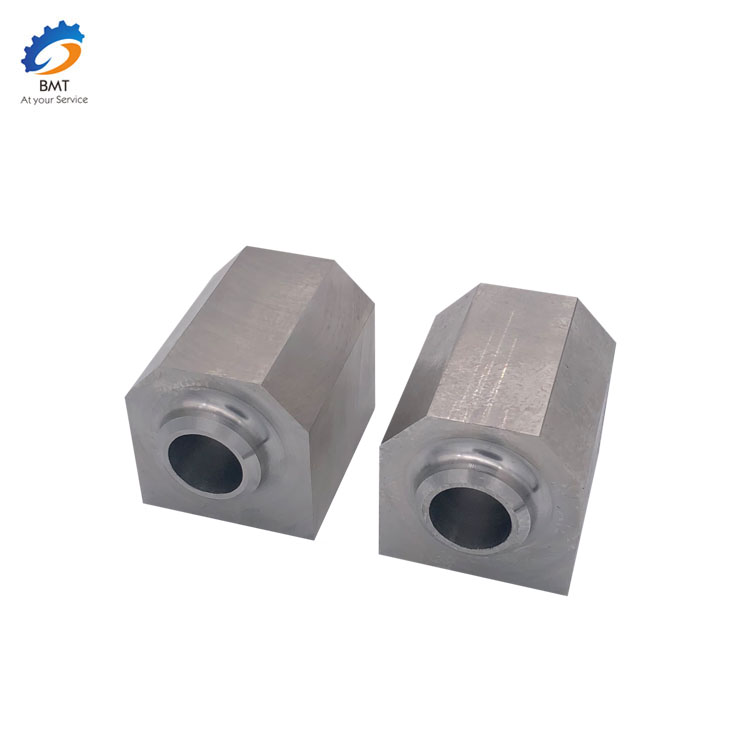
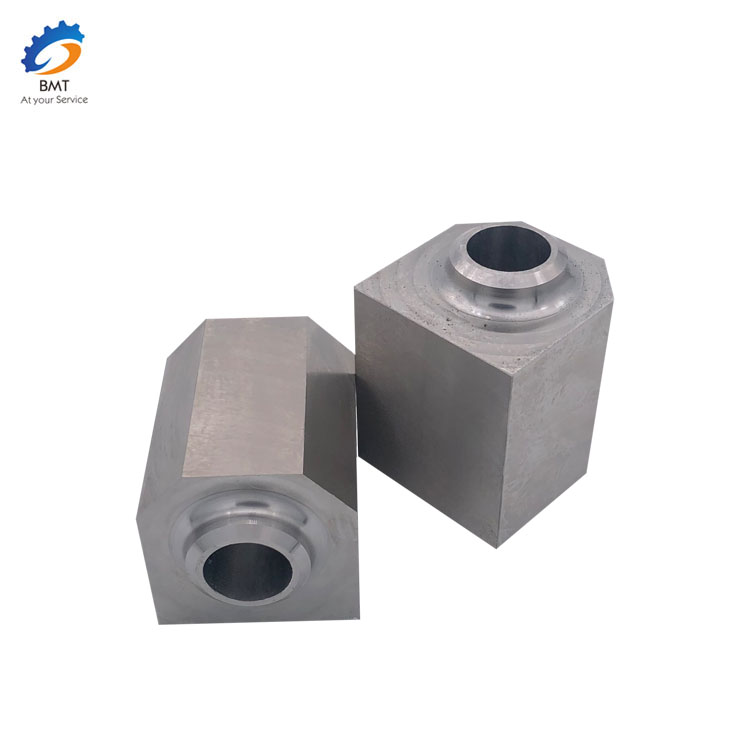
Професійний виробник автозапчастин з ЧПУ
BMT спеціалізується на прецизійній обробці, нестандартній обробці деталей, обробці об’ємних деталей з ЧПУ, обробці деталей автомобіля з числовим керуванням, партійному титановому сплаві для високоточної обробки деталей, обробці деталей валів, обробці деталей напівпровідникового обладнання тощо, має багатий досвід, оснащений з обробним центром з ЧПУ, токарними верстатами з ЧПУ, різальним верстатом, фрезерним верстатом, шліфувальним верстатом, різьбленим, трикоординатним вимірювальним приладом, вимірювальним приладом висоти та іншим високоточним виробничим і детектуючим обладнанням.

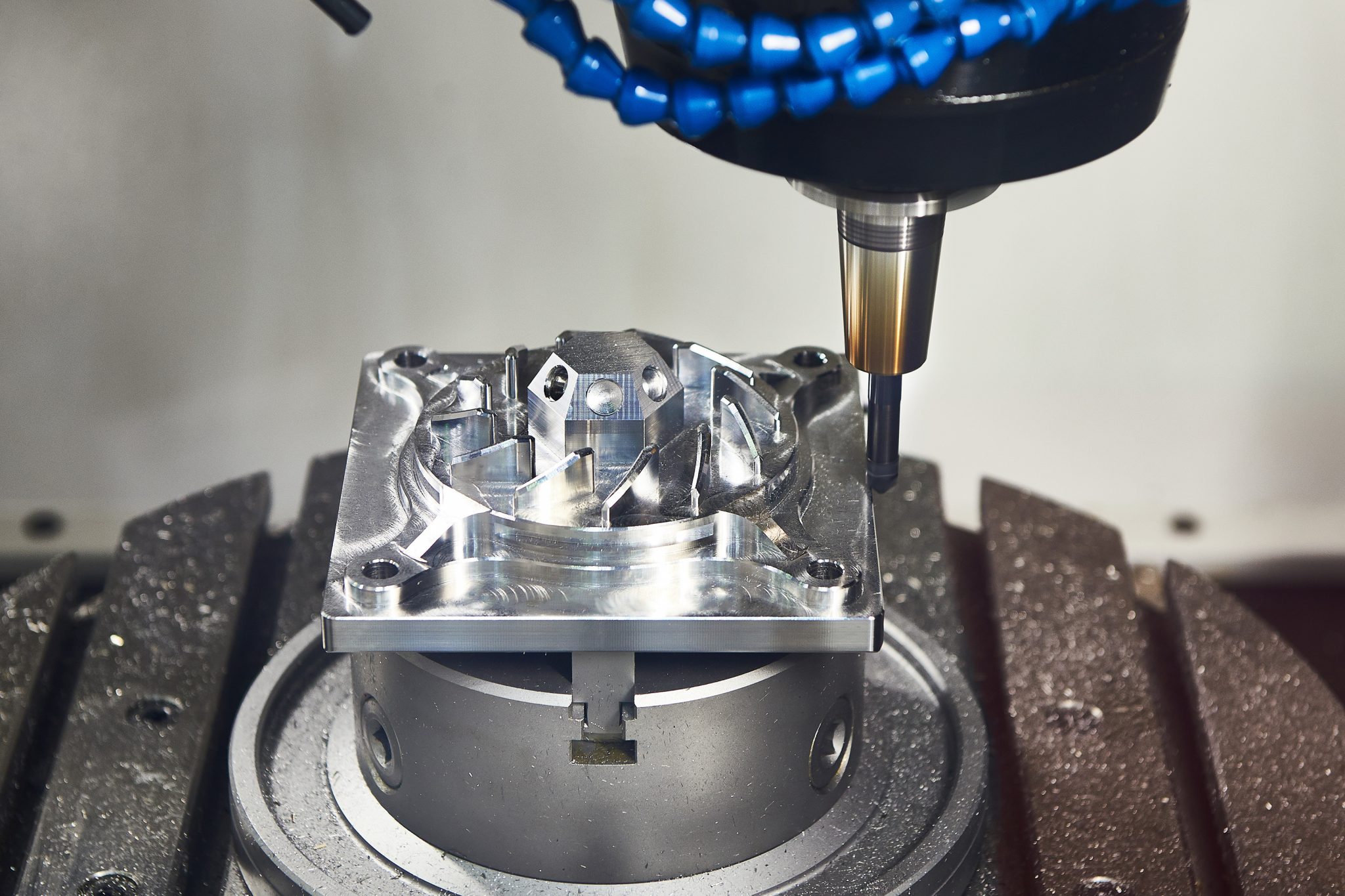
1. Проаналізуйте креслення обробки та визначте процес обробки
Відповідно до креслень обробки, наданих замовником, технологічний персонал може проаналізувати форму, точність розмірів, шорсткість поверхні, матеріал заготовки, тип заготовки та стан термічної обробки деталей, а потім вибрати верстат, інструмент, визначити позиціонування затиску пристрій, спосіб обробки, послідовність обробки і розмір дозування різання. У процесі визначення процесу обробки слід повністю враховувати командну функцію верстата з ЧПК, повною мірою відображати ефективність верстата, щоб маршрут обробки був розумним, менша кількість ножів і короткий час обробки.

2. Обґрунтовано обчисліть значення координат траєкторії інструменту
Згідно з геометричним розміром оброблюваної деталі та заданою програмною системою координат розраховується траєкторія руху центру маршруту фрези та отримуються всі дані положення фрези. Загальна система ЧПК має функцію лінійної інтерполяції та кругової інтерполяції, для відносно простих деталей плоскої форми, таких як деталі лінії та дугового контуру обробки, потрібно лише обчислити геометричні елементи початкової та кінцевої точки, кругової дуги кола ( або радіус дуги кола), значення координат точки перетину або дотичної точки двох геометричних елементів. Якщо система NC не має функції компенсації інструменту, слід розрахувати значення координати траєкторії центру інструменту. Для частин складної форми (таких як частини, що складаються з некруглої кривої та поверхні), необхідно використовувати відрізок прямої лінії (або сегмент дуги) для наближення фактичної кривої або поверхні та обчислення значення координати вузлів відповідно до необхідної точності обробки.
3. Напишіть програму обробки деталей з ЧПК
Згідно з частинами маршруту ножа для розрахунку даних траєкторії інструменту та параметрів процесу були визначені та допоміжні дії, програмування персоналу може здійснюватися відповідно до використання системи ЧИСЛОВОГО керування, передбаченої у функціональних інструкціях та форматі програми, розділ за розділ для написання частин програми обробки. Слід звернути увагу на: по-перше, стандартизація написання програм має бути легкою для висловлювання та комунікації; По-друге, у використанні продуктивності верстатів з ЧПУ та інструкцій на основі повного знайомства, інструкції з використання навичок, навичок програмування.






